11月份,铅锌厂净液车间生产传捷报,铜渣、粗镉指标再创历史最好水平。


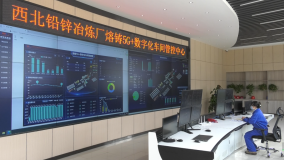
近年来,净液车间紧紧围绕“三化”改造目标任务,以实际行动响应铅锌厂“智能化升级行动”,在前期完成综合回收作业区铜镉渣连续浸出工艺优化改造的基础上,以“揭榜挂帅”为有力抓手,组织党员和技术骨干充分利用可编程逻辑控制器PLC、视窗控制中心Wincc、计算机等自动控制技术,开发了一套远程集中控制系统,将综合回收作业区铜镉渣浸出、一次置换等工序设备由现场手动控制升级为远程集中控制,使设备自动化控制率由原来的10%提升至40%,为作业区生产效率与产量指标的提升提供了有力保障。文图:王荣 张根望